
NEUTRALISATIONPURIFICATIONEVAPORATIONGRANULATIONAIR CLEANING & HEAT RECOVERYLIQUEFACTION
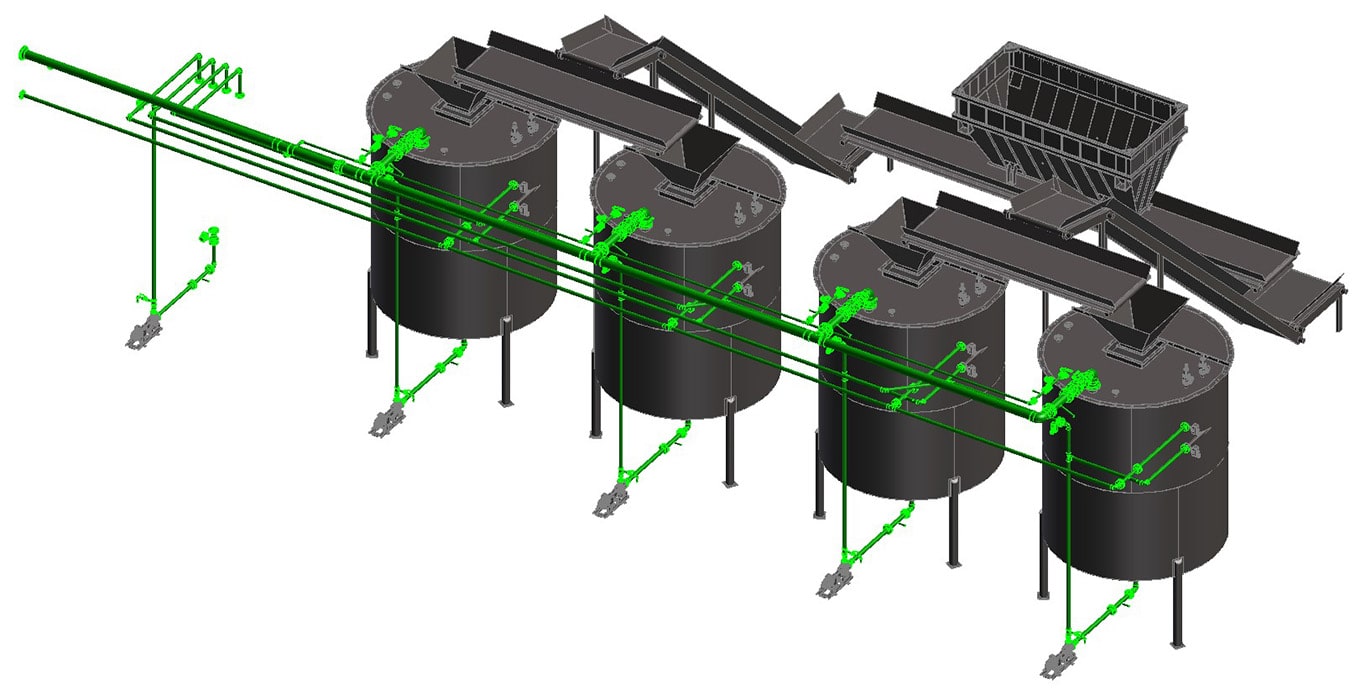
Neutralisation
The neutralization process is designed to convert an acid (e.g. hydrochloric acid) with a base (e.g. calcium carbonate) into a salt (calcium chloride) and water. The process is exothermic in nature, depending on the concentration of the acid, heat generates, but an increase of the liquid temperature will not limit the subsequent processes. Depending on the base material it also forms a gas (carbon dioxide). To close the cycle of zero waste, the obtained gas is captured and recovered to maximize your operations sustainable. The neutralization system is designed as automated semi-batch system where the feedstock of acid flows through a bed of base material at a certain velocity and is converted to a salt liquid as a result of the intense contact.
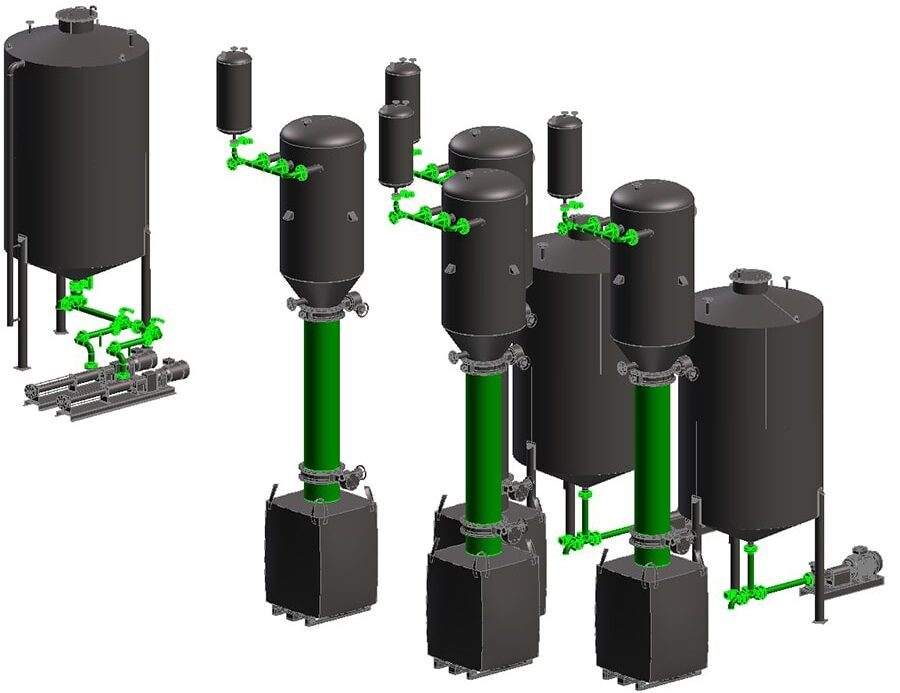
Purification
Quite often, the evaporation process loses efficiency after a certain time and becomes maintenance intensive. Removing scaling, again and again. The purification process is designed together with our partners to separate dissolved and dispersed impurities from the liquid to maximize a reliable and efficient evaporation process without fouling and scaling or recovery of valuable components. The purification system is designed as an automated semi-batch system to switch from one to the other with a common feed tank.
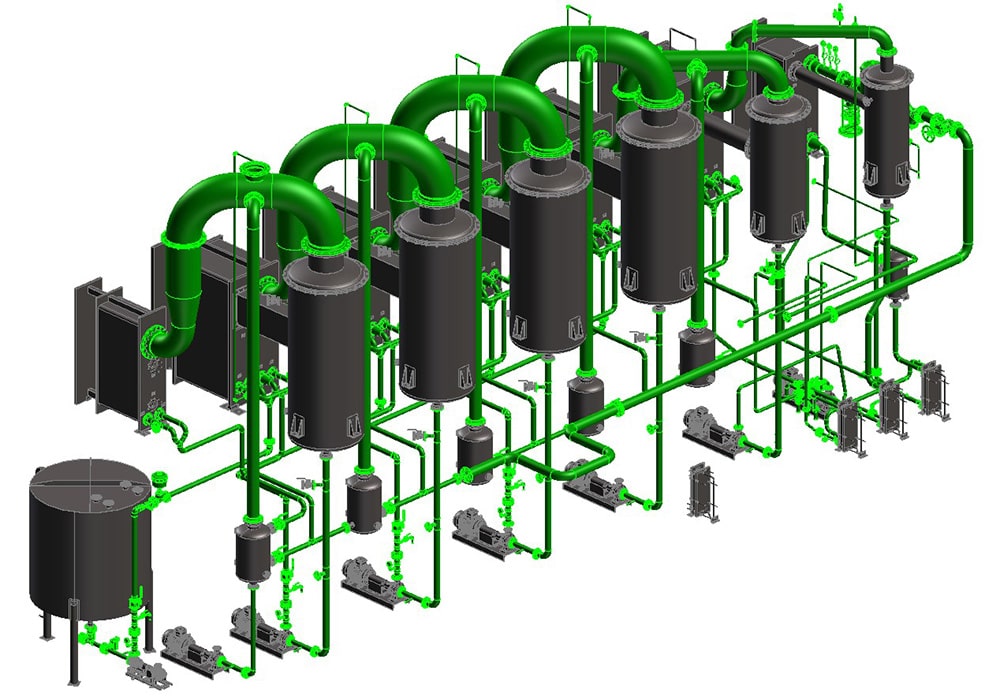
Evaporation
The evaporation system is designed together with our partners to concentrate a liquid with a heating source, steam or hot water, in a multi plate heat exchanger system to maximize heat transfer and energy efficiency, making the design is high-performance, robust, thermally efficient and low maintenance. Depending on the concentration of the liquid, the system is divided into either one or two stages to minimize fouling and scaling. The characteristic is to heat the next effect evaporator by heated vapours produced from the front effect to be cost-efficient.
Circular water consumption
Often water makes up more than 85% of the waste-to-value and it is released as a water condensate during the evaporation process. The benefits of the high-quality water condensate is it can be reused wherever possible which minimizes freshwater consumption by maximizing water reuse and creating a zero liquid discharge. Our proprietary evaporation technology releases high-quality water which can be reused, making use of expensive tap water is history and your operational costs for the final product become competitive.
Granulation
The Granulator is a unique fluidized bed dryer developed by Nivoba Technology. The granulator system is designed to convert on a cushion of hot process air the calcium chloride liquid into prills with a particle size between ~ 0.5 and 5 mm. A fluidized bed of solids floats by hot process air supplied to a special perforated distributor plate and flows through the bed of solids at a velocity sufficient to carry the weight of the particles in the fluidized state and to transfer heat as a result of the intense contact with the particles and a certain velocity of the process air.
The special perforated floor, distributes the hot process air uniformly to the solids and directs the particles towards the exit rotary valve. The concentrated liquid solution enters the drying chamber via a nozzle, where it sticks to the fluidized bed of solids and crystallising the liquid into agglomerated particles with a dry substance of 99,5 wt% due to intimate contact between solids and fluidizing process air.
The extracted product is controlled and divided into final prills and fines, whereby the fines are reused in the process and support as basic material to convert the sticky liquid into agglomerated particles.
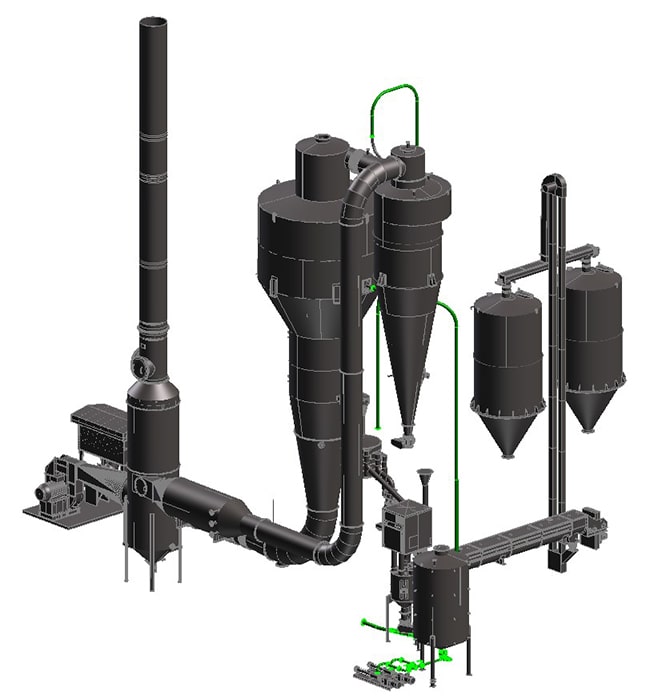
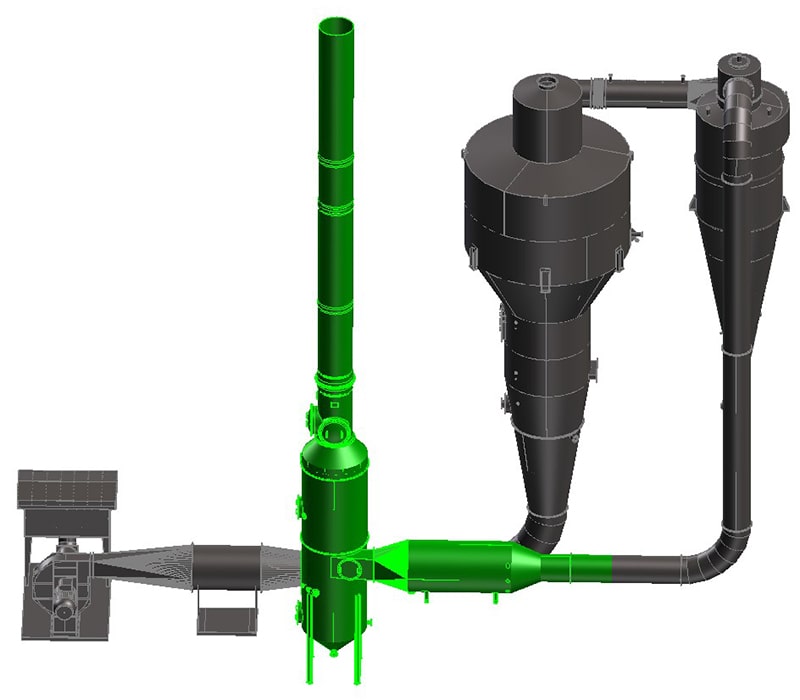
Air Cleaning & Heat Recovery
We continuously design with your business in mind to prevent or minimize emissions. Burning a gas will always cause the formation of nitrogen oxides, we cannot avoid this, but we always strive for the opportunity of optimal residual heat utilization, heat recovery from the outgoing granulator process air of 200 °C through an air preheater without corrosion problems due to the selected component materials. This heat recovery easily saves 25 - 30% energy.
The process air system is designed to be heated in- or directly by a heat source and a heat recovery unit to ensure the required heat to the granulator. Depending on the combusted system used an emission of greenhouses gases, carbon dioxide and nitrogen oxides could be released
The granulator system uses a cyclone separator to separate the dust particles (>10 microns) from the air, however, there will be always a fraction to pass through, which needs to be captured before the process air leaves the plant. First, the air transfers heat to the incoming stream through a gas/gas heat exchanger and then through a process air cleaning system, CentriField Wet Scrubber, to remove particles and absorb gases, ensuring environmental integrity.

Liquefaction
During neutralization of hydrochloric acid or removing carbonates into calcium chloride from industrial processes, carbon dioxide (CO₂) gas is generated.
The current concept is to recover and liquefy CO₂. The CO₂ liquefaction technology of our partners converts CO₂ gas into liquid CO₂. The technology is using clean circular cooling with CO₂ from its own process as a refrigerant, no use of freon or ammonia anymore. Liquefying CO₂ ensures your operations remain viable and sustainable and can support your climate goals. Nivoba can support you together with partners with conscientious selection of the appropriate solution.